焊接时,要随时观察焊点情况,防止出现焊穿、假焊、漏焊、焊点堆积等现象。每焊接好一张门面,都要目测配件有无遗漏,焊点有无异常,并且清理工作台面,防止焊渣停留在上面,导致门面划伤和凹点。

防盗门门面的模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。
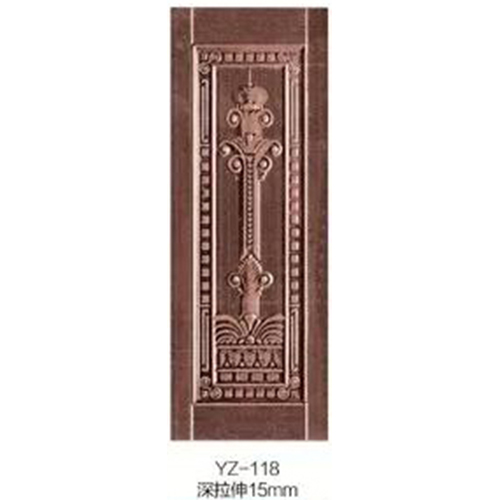
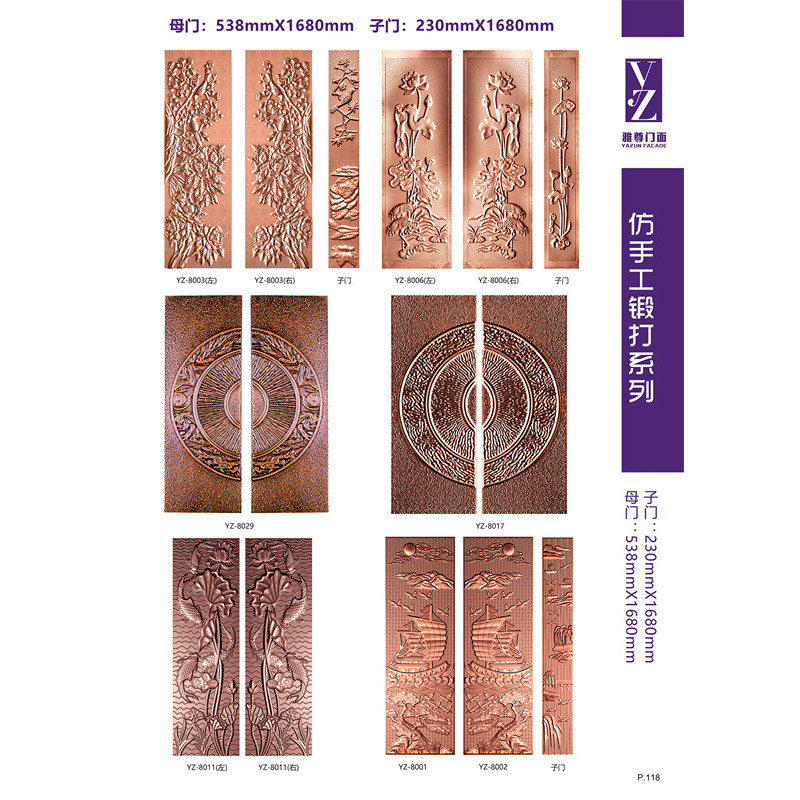
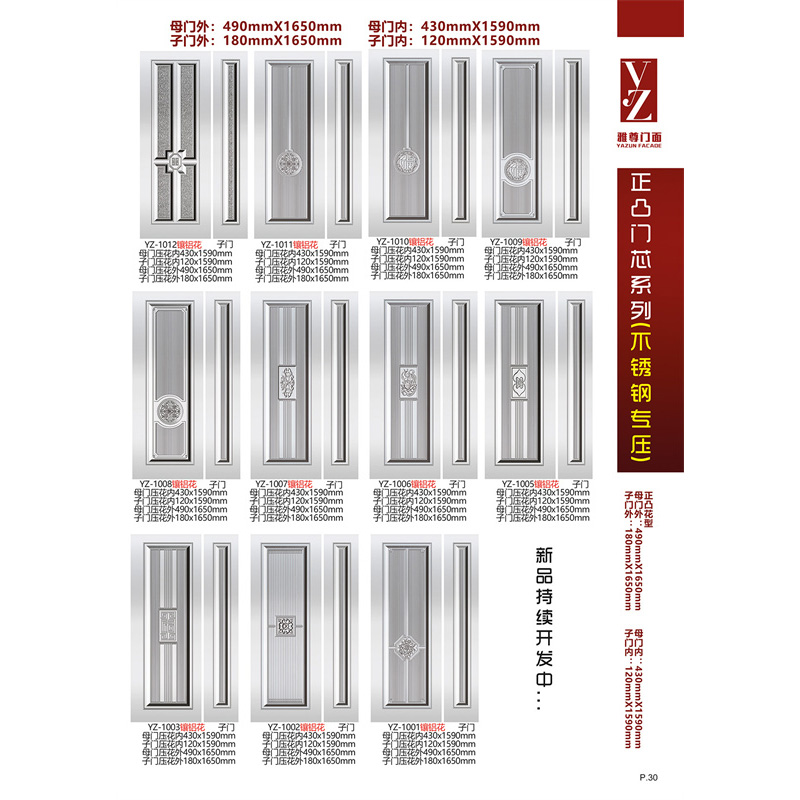
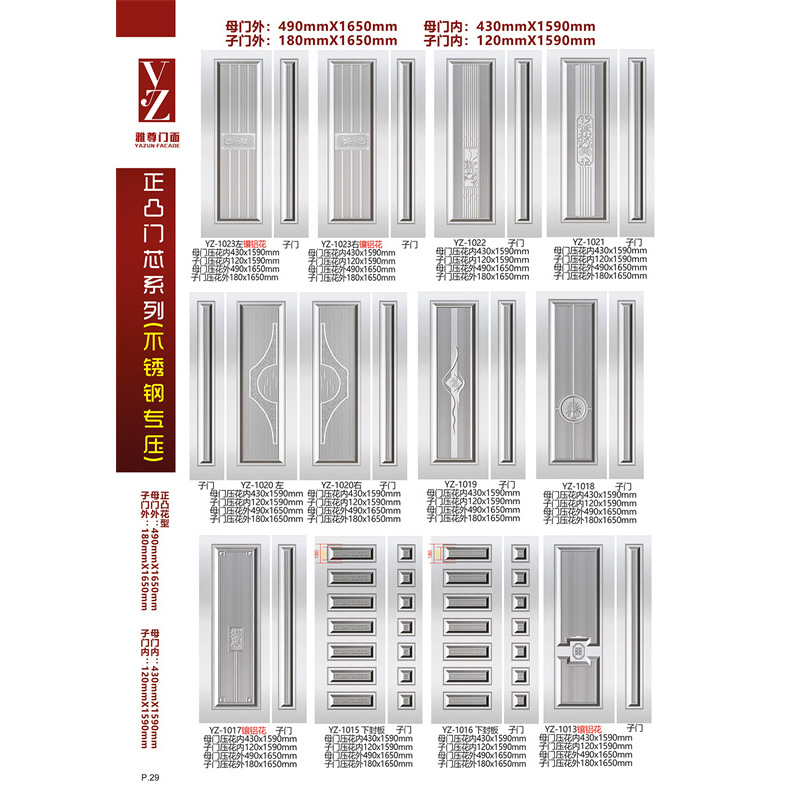
防盗门生产的过程中,防盗门门面根据客户的要求,分送不同的压花厂压花型,选用的设备是2000T的进口液压设备。门框则在工厂直接进入拉花设备,把门框的花边压出来。

防盗门一般使用一年以上,如接触点和钥匙孔,会生锈一些。 您可以在相关的接触点上涂一些润滑油。 但是钥匙孔不能上油,吸附灰尘之后会导致开锁困难。