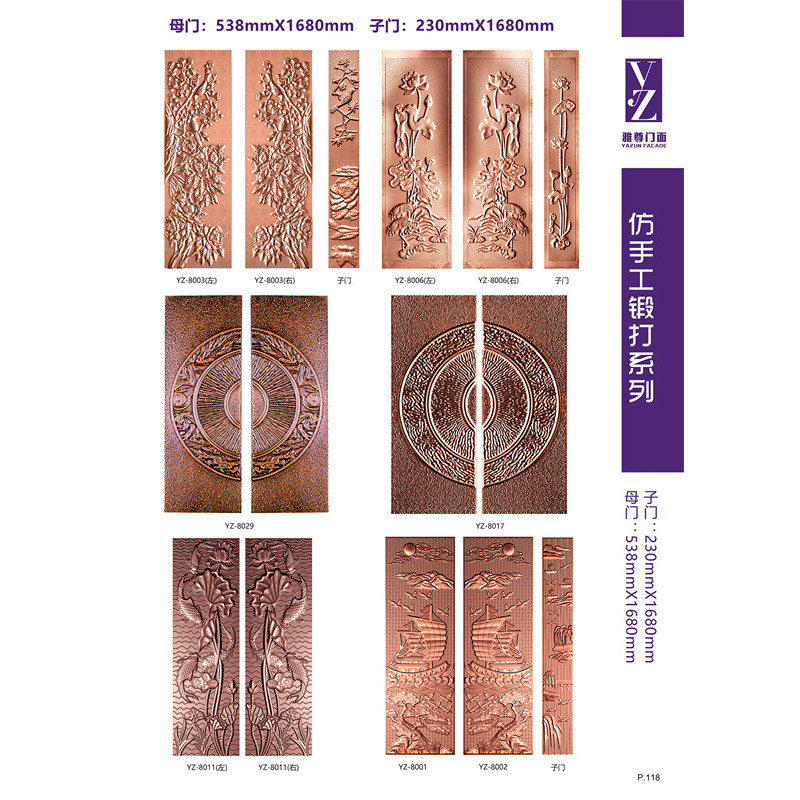
防盗门生产的过程中,防盗门门面根据客户的要求,分送不同的压花厂压花型,选用的设备是2000T的进口液压设备。门框则在工厂直接进入拉花设备,把门框的花边压出来。

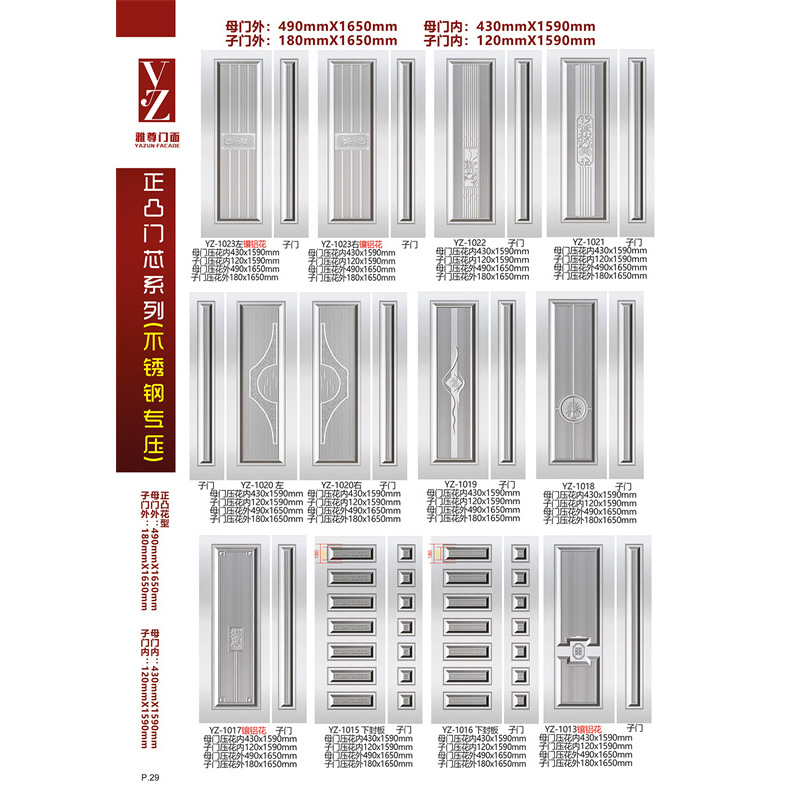
防盗门门面变形如何校正?将门框两头的胀大螺丝上紧,拉大门框距离。用1—3CM厚的长木条放在磨擦处,封闭门面缓慢用力加压,可使磨擦消除。运用调理扳手调理门面铰链螺丝,使门面和门框空隙处在最佳方位即可。

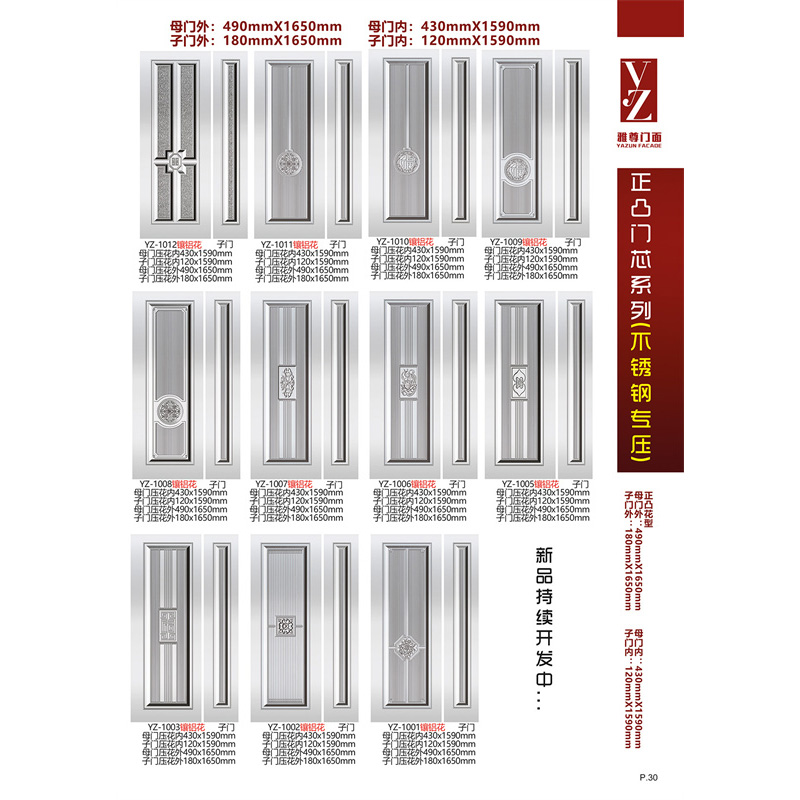
防盗门门面的模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。冲头和冲套的损坏一般都用相同规格的零件进行更换。冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。